The modern industrial landscape relies heavily on the efficient movement of heavy loads, and the wire rope hoist stands as a cornerstone of this logistical framework. By combining high-tensile steel cables with precision motor engineering, these devices allow for the seamless vertical transport of materials in environments ranging from automotive assembly lines to massive shipping ports. Understanding the nuances of these systems is essential for optimizing workflow and ensuring operational safety.
Globally, the demand for robust lifting solutions has surged as infrastructure projects in developing nations grow and automation increases in developed economies. The integration of a high-quality wire rope hoist not only reduces the physical strain on workers but significantly accelerates the cycle time of manufacturing processes. This shift toward mechanized lifting is a key driver in maintaining competitive edge in the global supply chain.
Whether it is a compact unit for a small workshop or a heavy-duty system for an industrial warehouse, the choice of lifting equipment impacts long-term operational costs and safety records. By exploring the technical specifications, application scenarios, and maintenance requirements of these hoists, businesses can make informed decisions that balance initial investment with lifecycle value and reliability.

Understanding the Mechanics of Wire Rope Hoists
A wire rope hoist is a sophisticated lifting device that utilizes a drum and a high-strength steel wire rope to raise and lower heavy loads. Unlike chain hoists, which are often preferred for smaller, precision tasks, wire rope systems are engineered for higher speeds and greater lifting heights, making them indispensable in heavy industry. The mechanical advantage is achieved through the interaction between the electric motor, the gearbox, and the winding drum, ensuring a smooth transition of power.
The fundamental principle relies on the tension and flexibility of the steel cable. This allows for a high strength-to-weight ratio, enabling the hoist to lift several tons while maintaining a relatively compact footprint. Because the wire rope is composed of multiple strands twisted together, it provides a redundancy factor; if a single strand fails, the remaining strands continue to support the load, providing a critical safety margin in industrial environments.
Core Components Ensuring Operational Stability
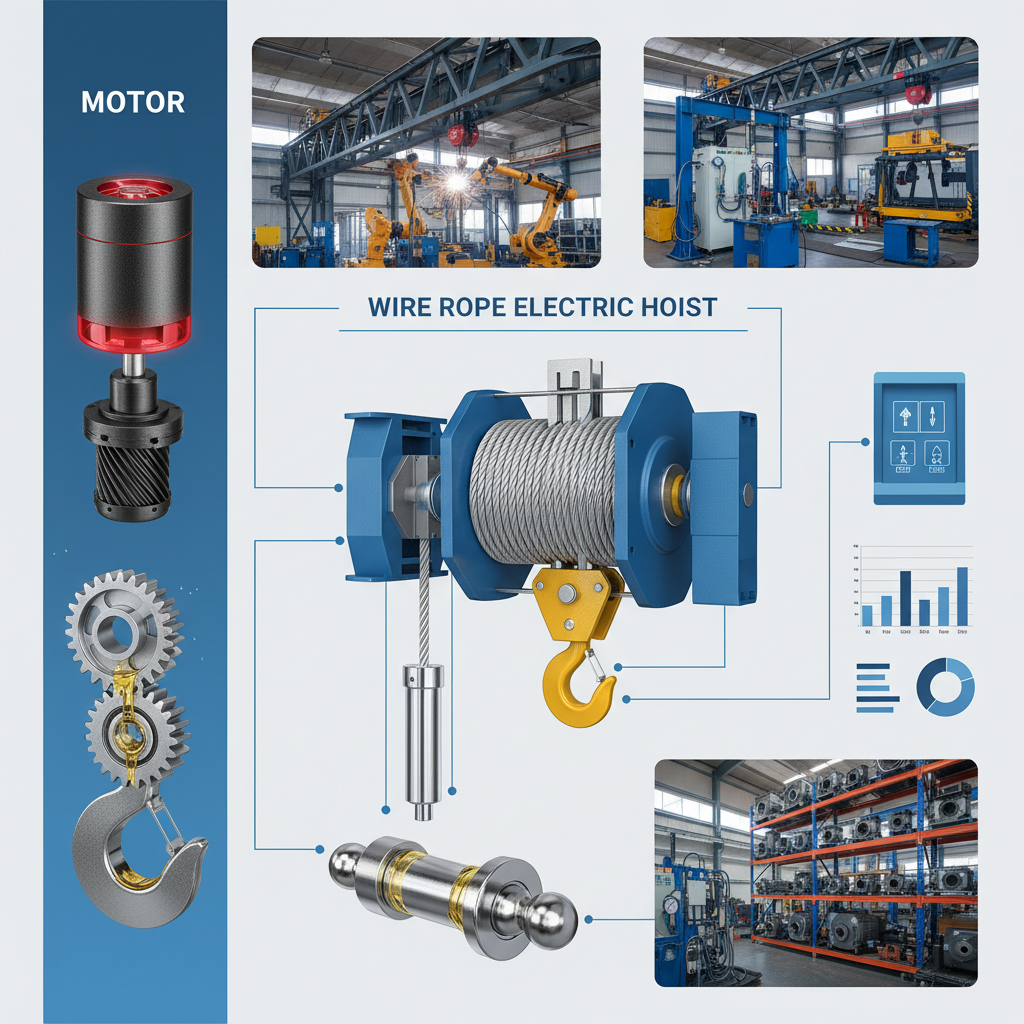
The reliability of a wire rope hoist depends on the synergy of its primary components. The hoist motor is the heart of the system, typically designed with high-grade insulation to handle continuous duty cycles without overheating. Paired with a precision-engineered gear reducer, the motor converts high-speed rotation into the high-torque force necessary to lift massive payloads from a standstill.
Equally critical is the braking system. Most industrial hoists utilize electromagnetic brakes that engage automatically when power is cut, preventing the load from slipping or free-falling. This "fail-safe" mechanism is mandatory under international safety standards, ensuring that the hoist maintains its grip on the load even during sudden electrical failures or emergency stops.
Finally, the drum and the rope guide system ensure that the wire rope winds evenly. Without a proper guide, the rope could overlap or bunch, leading to uneven wear and potential snapping. High-quality hoists use grooved drums and precision guides to maintain the cable's integrity over thousands of cycles, extending the overall lifespan of the equipment.
Key Factors for Selecting the Right Lifting Capacity
Choosing the appropriate wire rope hoist requires a deep analysis of the "Duty Cycle," which refers to the amount of time the hoist is actually lifting versus the time it remains idle. A hoist rated for heavy-duty use (Class D or E) can handle frequent starts and stops without fatigue, whereas a light-duty hoist would fail prematurely under the same conditions.
Another decisive factor is the lifting height and the speed requirements. For applications involving deep pits or high-ceiling warehouses, a wire rope hoist is superior because the rope can be stored on a drum in much larger quantities than a chain can be bundled. Speed control, often managed via Variable Frequency Drives (VFD), allows operators to decelerate the load as it approaches its destination, preventing impact damage.
Finally, environmental conditions must be considered. If the hoist is operating in a chemical plant or a coastal area, corrosion-resistant coatings and galvanized ropes are necessary. Ensuring that the hoist's protection rating (IP rating) matches the dust and moisture levels of the workplace is vital for preventing electrical shorts and mechanical seizure.
Global Applications and Industrial Use Cases
The versatility of the wire rope hoist makes it a staple across diverse global sectors. In the automotive industry, these hoists are integrated into overhead conveyor systems to move chassis and engines through various assembly stages. Their ability to provide fast, consistent lifting speeds ensures that production lines keep moving without bottlenecks.
Beyond manufacturing, these systems are critical in heavy construction and mining. In remote industrial zones, such as open-pit mines in Australia or infrastructure projects in Southeast Asia, heavy-duty hoists are used to lift machinery parts and raw materials. The durability of the wire rope allows these machines to operate in harsh, dusty environments where more delicate lifting mechanisms would fail.
Performance Efficiency of Different Hoist Configurations
Long-Term Advantages of Wire Rope Systems
The most tangible benefit of investing in a high-quality wire rope hoist is the significant reduction in labor costs and the increase in workplace safety. By automating the lifting of heavy loads, companies can virtually eliminate the risk of musculoskeletal injuries among staff, which in turn reduces insurance premiums and absenteeism.
Furthermore, the scalability of wire rope systems offers long-term value. As a business grows, it can often upgrade the motor or the rope capacity of an existing hoist frame rather than replacing the entire system. This modular approach to lifting infrastructure ensures that the investment remains viable even as production demands increase over a decade of operation.
Future Innovations in Hoisting Technology
The future of the wire rope hoist is being shaped by the "Industry 4.0" revolution. We are seeing the integration of IoT (Internet of Things) sensors that can monitor the tension and wear of the wire rope in real-time. These sensors can alert maintenance teams to "micro-frays" in the cable before they become critical failures, shifting the paradigm from reactive to predictive maintenance.
Sustainability is also playing a major role in new designs. The development of energy-regenerative braking systems allows hoists to capture the energy generated during the lowering of a load and feed it back into the electrical grid. This not only reduces the carbon footprint of the facility but also lowers electricity costs for high-volume operations.
Additionally, the move toward automation and AI-driven controls is reducing the need for manual pendants. Future hoists will likely feature semi-autonomous positioning, where the hoist can move a load to a precise 3D coordinate based on a digital blueprint, drastically increasing accuracy and reducing the margin of human error in complex assemblies.
Overcoming Common Maintenance Challenges
One of the primary challenges with any wire rope hoist is rope degradation. Lubrication is the most overlooked yet critical maintenance task; without proper oiling, friction between the strands leads to internal corrosion and rapid wear. Implementing a strict lubrication schedule is the simplest way to double the lifespan of the lifting cable.
Another common issue is "rope jump," where the cable slips out of its drum groove. This is often caused by improper tensioning or excessive side-loading. To solve this, engineers recommend installing load-limiters and ensuring that the hoist is always used for purely vertical lifts, as diagonal pulling puts undue stress on the drum and the rope.
Finally, electrical wear in the pendant controls often leads to operational downtime. Transitioning to wireless remote control systems eliminates the wear and tear of trailing cables and provides the operator with a safer distance from the load, solving both a mechanical and a safety challenge simultaneously.
Comparison of Wire Rope Hoist Maintenance and Performance Metrics
|
Hoist Model Type
|
Maintenance Frequency
|
Avg. Lifespan (Years)
|
Safety Rating (1-10)
|
| Standard Electric |
Quarterly |
8-10 |
8 |
| Heavy-Duty Industrial |
Monthly |
12-15 |
9 |
| Corrosion-Resistant |
Bi-Monthly |
10-12 |
9 |
| VFD Precision Hoist |
Quarterly |
10-13 |
10 |
| Compact Workshop |
Semi-Annually |
5-7 |
7 |
| Automated Sync-Hoist |
Monthly |
10-15 |
10 |
FAQS
The primary difference lies in the lifting medium and application. A wire rope hoist uses a steel cable wound on a drum, allowing for much higher lifting speeds and greater heights, making it ideal for heavy industrial use. A chain hoist uses a link chain, which is generally slower but provides more precision and is often more compact for lighter loads in smaller workshops.
For high-intensity industrial environments, a visual inspection should be performed daily by the operator. However, a comprehensive technical inspection by a certified professional should occur every 3 to 6 months. Key indicators for replacement include visible broken strands, significant kinking, or a reduction in the rope's diameter beyond the manufacturer's specified limits.
No, it is strongly discouraged. Wire rope hoists are designed for vertical lifts. Side-pulling (lifting at an angle) creates uneven tension on the rope and causes it to rub against the drum or guides, which can lead to rapid rope failure and potential structural damage to the hoist. Always ensure the hoist is centered directly above the load.
The duty cycle refers to the percentage of time a hoist is operational within a specific period. For example, a low duty cycle hoist might be designed for 10 minutes of lifting every hour. If you operate it continuously for 40 minutes, the motor will overheat and the life of the components will be drastically shortened. Matching the hoist's duty class to your actual workload is critical for longevity.
While not necessary for simple up-and-down tasks, a VFD is highly recommended for precision work. It allows for "soft starts" and "soft stops," preventing the load from swinging and reducing the mechanical shock to the gear system. This leads to safer operations and less wear on the wire rope and braking mechanisms over time.
Always calculate the total weight of the load, including any rigging hardware (slings, shackles, etc.). Once you have the maximum load, apply a safety margin—typically 20% to 25%. For instance, if your heaviest load is 4 tons, selecting a 5-ton capacity hoist ensures the motor isn't constantly running at its absolute limit, which increases safety and equipment life.
Conclusion
Integrating a high-performance wire rope hoist into your industrial operations is more than just a purchase; it is a strategic investment in safety and efficiency. From the precision of the gear-reduction motors to the resilience of the steel cables, these systems provide the muscle required to move the modern world. By focusing on the correct duty cycle, rigorous maintenance, and the adoption of new technologies like VFDs and IoT monitoring, businesses can ensure their lifting infrastructure remains a reliable asset for years to come.
As we look toward a future of smarter, greener manufacturing, the evolution of hoisting technology will continue to prioritize sustainability and autonomy. We recommend that facility managers conduct a thorough audit of their current lifting equipment to identify bottlenecks or safety risks. Upgrading to modern, energy-efficient wire rope systems not only protects your workforce but also optimizes your bottom line through reduced downtime and lower energy consumption. Visit our website for more professional solutions: www.juyinghoist.com